



















Dnešní technická doba nabízí spoustu metod, jak dosáhnout kvalitního obrobku v oblasti dřevařského průmyslu, který bude splňovat požadované rozměry, tvar a v neposlední řadě i kvalitu výsledného produktu. Nasazování moderní výrobní techniky, ke které patří moderní obráběcí centra a pružné výrobní systémy v průmyslových provozech, je základním trendem intenzifikace, tj. zkracování hlavních i vedlejších časů při všech technologiích zpracování materiálů, ale především v oblasti třískového obrábění. Tomuto trendu výrazně napomáhá i vývoj řezných nástrojů nové kvality, čímž se vytváří možnosti nástupu nové generace obráběcích strojů, které již delší dobu opouštějí vývojové laboratoře a „tlačí“ se do průmyslové praxe. V moderní praxi 21. století se v růstu dřevozpracujícího průmyslu začínají získávat stále větší popularitu stroje pracující na principu využití kvantové energie. Do téhle skupiny obrábění zařazujeme i technologie obrábění paprskem laseru.
Řezání a dělení materiálů pomocí laseru, jak jej známe v současnosti, je nedílnou součástí výroby. Laser (Obr. 1) má v praxi velmi široké uplatnění, jeho aplikace záleží od jeho intenzity, vlnové délky, divergence apod. Je to moderní technologie, určená pro rychlé a přesné řezání těch nejrozmanitějších tvarů z plošných materiálů různých tlouštěk.
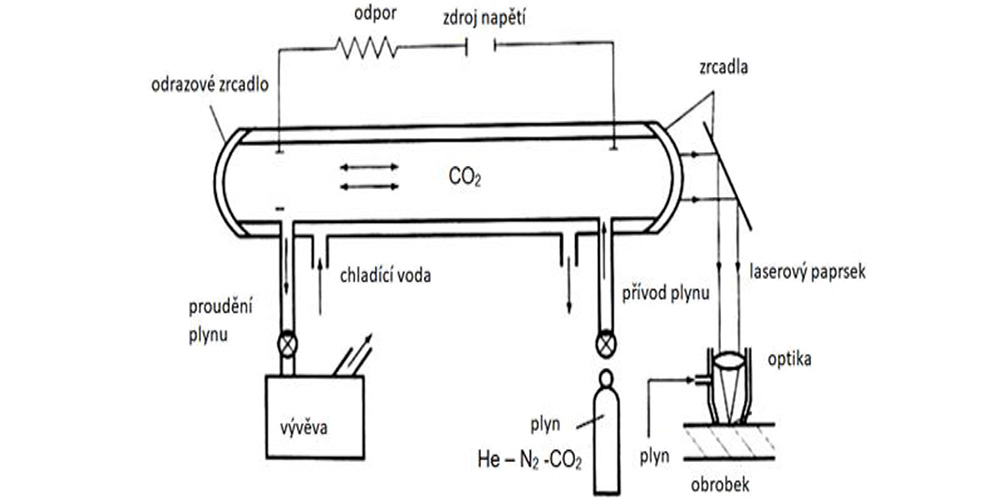
Při řezání materiálů pomocí laserového paprsku se využívá vysoká koncentrace energie laserového paprsku (běžně nad 107 W/cm2). Po dopadu laserového paprsku na řezaný materiál dochází okamžitě k jeho absorpci materiálem (koeficient absorpce, resp. odrazivost je závislá na vlnové délce laserového záření a druhu materiálu), roztavení materiálu Joulovým teplem, jeho sublimaci a vytvoření paroplynového kanálu.
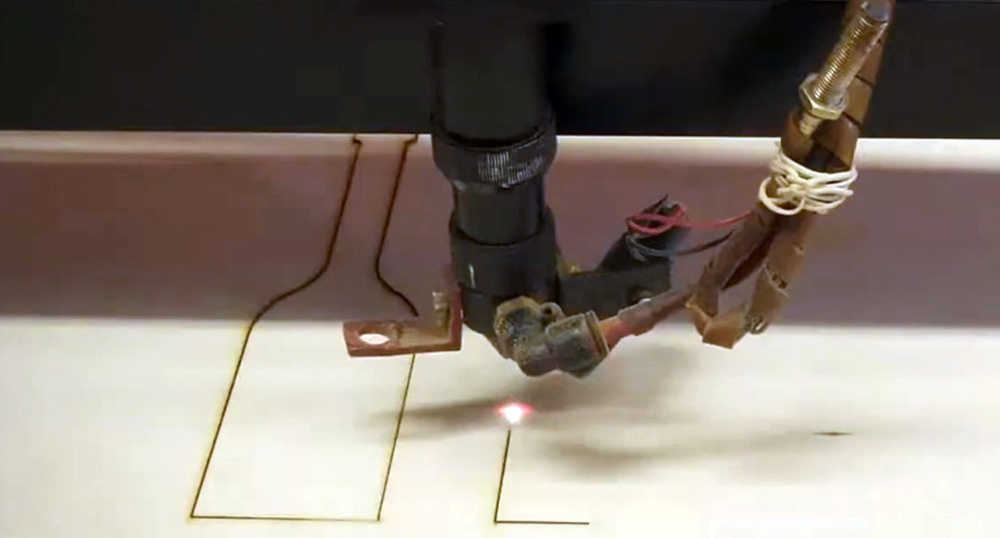
Kombinace výkonu paprsku, rychlosti řezání a druhu pracovního plynu určuje, který efekt převládne v procesu řezání, zda sublimace nebo natavení, resp. propálení materiálu. Podmínkou kvalitního tvarového řezání je kruhová polarizace laserového paprsku. Při zpracovávání dřevěných materiálů dochází k jemné až silné oxidaci hrany řezu a tmavému zbarvení nelze zabránit. Jak je to vidět i na výrobku z truhlárny FLD – ČZU v Praze (Obr. 2). Životnost zbarvení je zaručena bez použití chemických složek, barvicích látek nebo mechanických intervencí do struktury materiálu. Při řezání a gravírování dřeva je nutné použít CO2 laser, protože vlnová délka vláknových laserů se při tomto materiálu nepohlcuje.

Obr. 2 Příklad využití laseru – Truhlárna FLD – ČZU v Praze
Mezi nejrozšířenější typy laserů patří dnes CO2 laserové systémy. Fakulta lesnická a dřevařská České zemědělské univerzity v Praze disponuje CO2 laserem (Obr. 3) a snaží se být nápomocná pro výrobní praxi a také pro širokou veřejnost. V dřevařském průmyslu je jejich předností vyšší přesnost výroby, rychlost, kvalita řezné hrany, nové možnosti tvarově složitého opracování a minimem odpadu ve formě třísek, pilin nebo odřezků. V průmyslu technologie obrábění paprskem laseru našla širokou paletu využití, která se stále zvětšuje a proniká do více oblastí každodenního života člověka. Proto je nutné věnovat laserovým technologiím v technické praxi náležitou pozornost a akceptovat je jako nedílnou součást výroby.

Obr. 3 Gravírovací a řezací CO2 laser Numco C 1290
Z výsledků našich experimentů dávám do pozornosti část výsledků oblasti kvality povrchu po obrábění laserem (Obr. 4). Nejlepší rezultáty se prokázaly u DTD, a to při kombinaci výkonu laseru 80 % a rychlosti posuvu laseru 9 mm.s-1. Opačný efekt byl zaznamenán u dřeviny Smrk ztepilý) při kombinace rychlosti 9 mm.s-1 a výkonu laseru 90 %.

Obr. 4 Grafické znázornění vlivu parametrů na kvalitu povrchu po obrábění laserem
Dle mého názoru má tato technologie obrábění velmi příznivou budoucnost. Myslím si, že tato technologie se bude rozvíjet i za pomoci pracovníků Katedry zpracování dřeva a biomateriálů (FLD – ČZU v Praze), kteří budou nápomocni při doplňování poznatků z oblasti obrábění paprsku laseru a vzájemných interakcí.
Obr. 5 Přednosti obrábění laserem jsou vyšší přesnost výroby, rychlost, kvalita řezné hrany, nové možnosti tvarově složitého opracování a minimum odpadu
Technologie budoucnosti, jak je mnohokrát označována, je neuvěřitelným pomocníkem pro člověka ve 21. století. Neustále dochází k významným a novým inovacím, které přispívají této metodě k různorodosti a zvýšené konkurenceschopnosti. Vznikají různé modifikace stávajících typů, které vylepšují parametry obrábění, a díky nimž dochází k neustálému rozmachu.
Na závěr bychom měli myslet na to, že kvalita i ekonomická efektivnost procesu řezání paprskem laseru je závislá na správném určení technologických parametrů a vhodném výběru materiálů.
Autor: doc. Ing. Monika Sarvašová Kvietková, PhD.
Fakulta lesnická a dřevařská ČZU v Praze
e-mail: kvietkova@fld.czu.cz
Foto: archiv autorky








